
فرآیند قالب گیری چرخشی (دورانی) یا Rotational Molding یک فرآیند سریع و پرکاربرد برای شکلدهی پلاستیکهای تو خالی با هر شکل و ظاهری است. این فرآیند در دمای بالاو فشار پایین و با کمترین هزینه، اشکال پیچیده و گوناگون را با کمترین میزان ضایعات تولید میکند. در بین سه فرآیند کاربردی قالب گیری ( بادی، تزریقی، چرخشی)، فرآیند قالبگیری چرخشی به علت دارا بودن میزان کم پسماند و قالبهای نسبتاً ارزان، میتواند جایگزین مناسبی برای روشهای قالب گیری بادی و تزریقی و همچنین فرآیند شکلدهی گرمادهی (Thermoforming) باشد.
سازوکار فرآیند قالب گیری چرخشی
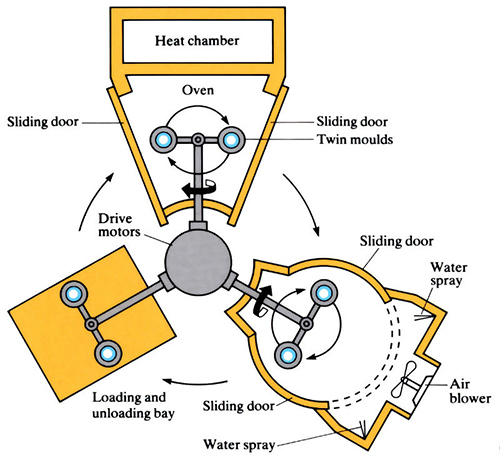
بیشتر ترموپلاستیک ها و نیز بعضی از انواع مواد ترموستی، میتوانند با استفاده از این فرآیند به قطعات تو خالی تبدیل شوند. ازعوامل تأثیرگذار در این فرآیند میتوان به دما، زمان قالبگیری، روش و سرعت سرد کردن، سرعت چرخش قالب و نسبت سرعت محورهای چرخش اشاره کرد. همچنین برای انتقال حرارت مناسب در داخل قالب دستگاه ، معمولاً از ماده اولیه پلیمری پودری شکل استفاده میشود. به طورکلی فرآیند قالب گیری چرخشی بر اساس چهار مرحله زیر انجام میگیرد:
1-پرکردن قالب (charging)
در قالبگیری چرخشی، یک مقدار معین از پودر پلیمری (مخصوصاً پودر پلی اتیلن) را در یک قالب فلزی با حرارت بالا تغذیه میکنند. (عمدتا گرید پلی اتیلن سنگین دورانی 3840)
2- حرارتدهی (Heating)
در این مرحله قالب بسته شده سپس همزمان با گرم شدن، قالب حول دو محور عمود به یکدیگر میچرخد. در این بخش بر اثر عمل چرخش و اِعمال حرارت بالا، ماده پلیمری ذوب شده و این عمل ذوب شدن تا هنگامیکه تمام ماده ذوب شود، ادامه خواهد داشت.
3-سردکردن (Cooling)
عملیات چرخش و نیروی گریز از مرکز باعث ته نشینی و چسبیدن پودر پلیمری روی دیوارههای قالب میشود. در این مرحله با حذف عامل گرمایشی، دیواره ها را به وسیله اسپری کردن ترکیب هوا و آب، خنک کرده و سپس عملیات چرخش متوقف و اجزای قالب برداشته میشود.
معمولاً قالب را با دمیدن هوای خنک کمی سرد کرده و سپس با اسپری کردن آب آن را کاملاً سرد میکنند.
4- تخلیه محصول (Demolding)
پس از سردشدن ماده بر روی دیوارههای قالب، دستگاه متوقف شده و با بازکردن نیمه قالب، محصول مورد نیاز با ضخامت دیواره مورد نظر بدست میآید. ضخامت دیواره با مقدار پودر موجود در قالب تنظیم میشود.
ضخامت دیواره این محصولات بین بازه 0.4 میلی متر تا 4 متر متغیر است و همانگونه که گفته شد دو عامل دما و زمان نقش بسزایی در عملکرد این فرآیند خواهند داشت.
مواد اولیه فرآیند قالبگیری چرخشی
ماده اولیه این فرآیند، پلیاتیلن پودری شکل است، به طوریکه امروزه بیش از 80 درصد محصولات این روش از ماده اولیه پلیاتیلن تشکیل میشوند. علاوه بر پلی اتیلن، اخیراً از مواد دیگری مانند پی وی سی، نایلون، پلیکربنات، آکریلونیترایل و پلیاستایرن برای قالبگیری استفاده میشود. محصولات پلیمری ساخته شده از پلیاتیلن به دلیل مقاومت بالا در برابر ضربه و سختی، استحکام و انعطافپذیری مطلوب، طول عمر بیشتری داشته در نتیجه سهم بیشتری در این فرآیند را از آن خود کردهاند.
تفاوت فرآیند قالبگیری چرخشی با سایر روش ها
تفاوتهای اصلی بین قالب گیری چرخشی و سایر روشهای شکلدهی پلاستیکها مثل قالب گیری دمشی و تزریقی عبارتند از:
- استفاده از پودر رزین به جای قرص (Pellet)
- ذوب رزین در قالب به جای اعمال فشار در قالب
- چرخش دوطرفه قالب
- ارزان بودن قالب های Rotomolding به دلیل سادگی در طراحی آنها
- ساخت قالبها به مراتب ارزان تر از مواد اولیه است؛ به دلیل کم بودن فشار اعمالی
کاربردهای فرآیند قالب گیری چرخشی
روش قالبگیری چرخشی برای ساخت قطعات بزرگ، ضخیم، توخالی و دهانه دار بسیار مناسب است، لذا هیچکدام از سایر روشهای قالبگیری برای ساخت چنین قطعاتی توان رقابت با آن را ندارند. محصولات متعددی از این فرآیند بدست میآید که مواردی مانند مخازن نگهداری آب و فرآوردههای شیمیایی، ساخت و ساز جادهها، مواد بسته بندی، خودروسازی، داروسازی، تجهیزات ورزشی، جعبه ابزار، محفظههای زباله از اصلیترین محصولات این روش هستند.
مزایا فرآیند قالب گیری چرخشی
مهمترین مزیت این روش، کم هزینه بودن و مقرون به صرفه بودن آن است ودر ادامه به سایر مزایای این فرآیند میپردازیم:
- روش عالی برای تولید قطعات پلاستیک تو خالی
- کم بودن هزینههای مربوط به تجهیزات و راه اندازی آن نسبت به قالب گیری بادی
- امکان خارج نمودن آسان قطعه از قالب
- کنترل آسان ضخامت دیواره
- یکنواختی ضخامت دیواره و خطای بسیار کم در این یکنواختی
- توانایی تولید قطعات سه لایه و قطعات دوجداره با ثبات
- زمان نسبتاً کوتاه در ساخت قالب دستگاه
- ناچیز بودن میزان ضایعات پلاستیک (بسته به نوع رزین)
- مقاومت بالای فیزیکی و شیمیایی
- امکان تعویض سریع قالب در کوتاه ترین زمان
- تحت فشار نبودن این ماده در این روش
- استفاده مجدد از قطعات تولید شده پس از مصرف
- امکان قالب گیری چند مادهی یکسان یا مشابه
معایب
- زمان طولانی تولید محصول
- مناسب نبودن برای تولید قطعات کوچک در تیراژ بالا
- محدودیت در انتخاب مواد اولیه
- هزینه نسبتاً زیاد مواد اولیه
- حالت فیزیکی مواد اولیه باید مایع و به صورت پودرهای ریز باشد
برای دریافت پاسخ سوالات خود و همچنین کسب اطلاعات تخصصی بیشتر در زمینه فرآیند قالب گیری چرخشی میتوانید با کارشناسان ما از طریق شماره 02179615000 تماس برقرار کنید.